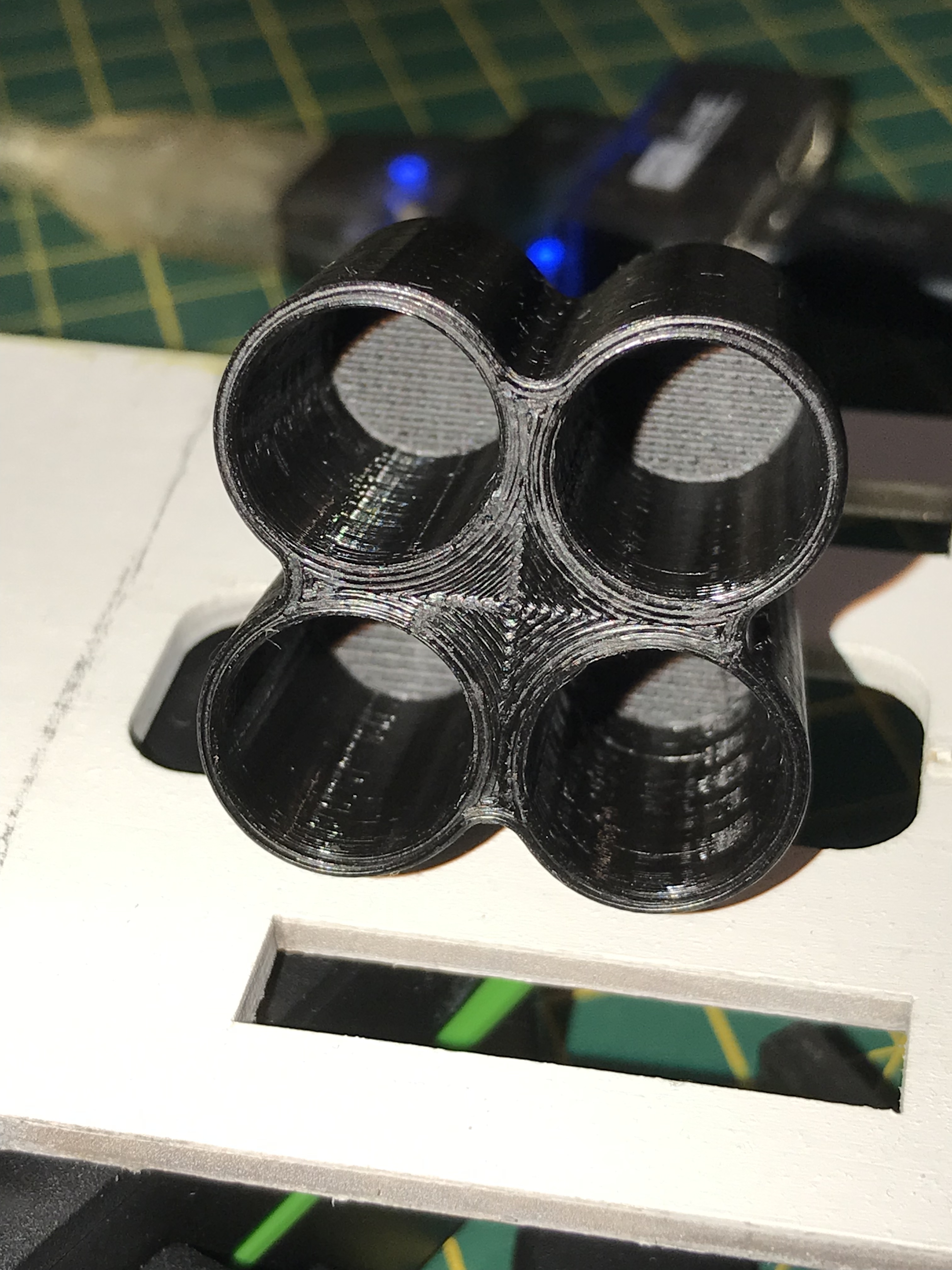
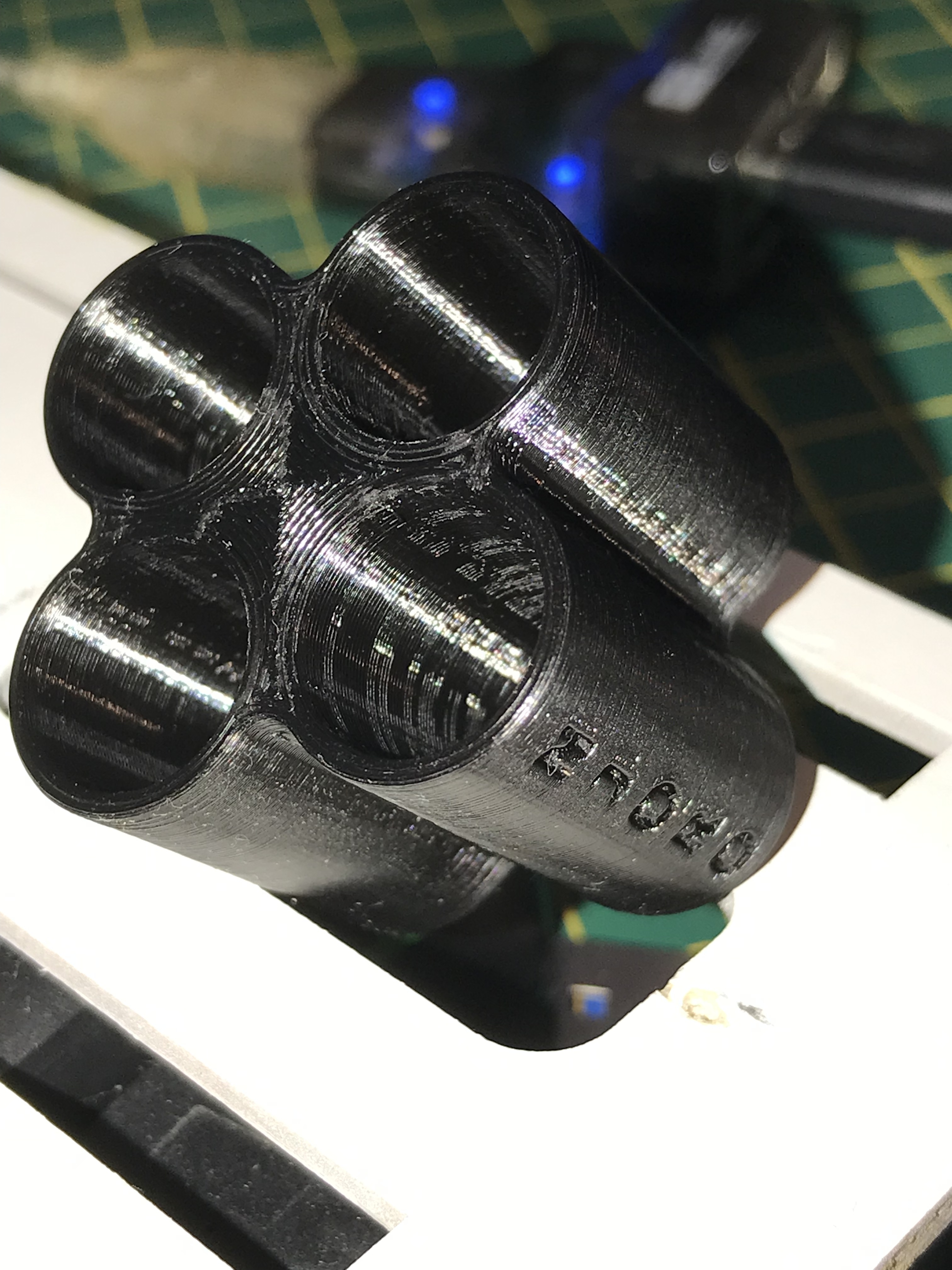
It has a problem with blobs - NOT the small ones that mar the finish of a print but large, random, print destroying blobs!
I’m printing PETG. Laying down a raft on painters’ blue tape for print stability but even that can produce problems. I can tune the heated bed to get a beautiful, even first layer but it can spit out a big wodge of material which will sit on the surface and harden if I do not stand over it, watching like a hawk and ready to remove the blob by hand or with tweezers.
Obviously it is impractical to watch a print for 14 hours or more (I’m trying to print a large mount for a motor). If the print manages to get several layers high it may spit out a blob that then hardens and atthe next pass the print head is knocked by the hard lump causing a marked layer shift. In extreme cases that can be 10mm or more.
I have tried printing at various temperatures, have retraction enabled, also combing.
Setup tonight is
255 degrees print temp.
Print speed 60mm/s
Combing Mode: ON and set to “Within Infill“
Retraction Distance: 6mm
Retraction Speed: 45mm/s
Maximum Retraction Count: 5
Minimum Extrusion Distance Window: 10mm
Already had two blobs, one of which kicked the x-axis 2mm off line and I’m only at 10% of full print. Fortunately I may be able to still use the resulting object.
One last thought - and it may be the key to this – I’m using PETG from Hobby King …
No. It was fresh out of the box, the reel was vacuum sealed in plastic with a silica gel sachet inside. This is happening with two reels from HK, the translucent hasn’t been quite as bad as the orange I’m printing now.
I have heard that filament can still have moisture in it even from the factory. Some filament is worse than others I think PETG is one of the worst to keep dry.
The amount of money spent on bits to try and keep the printer going and the expense of wasted filament far outweighs the value of the stuff produced - except that what I need can’t be found in shops.
It may work out cheaper to just design what I need and give someone else the hassle of printing it
I use HK PETG with no issues since I started keeping it in the airing cupboard, in fact now once I’ve opened the packaging of all my filaments they live permanently at the bottom of the airing cupboard and in a bag.
I print PETG at 230C, I think 255 is too hot and maybe too liquid, I’d have thought that during a retraction a lot of filament is left in the tube, then on the restart of the next line the filament pushes the required amount plus the excess left in the tube, hence the huge blob.
As I’ve never used an Ender, I’m just thinking out loud…
I have tried various temperatures and all are giving me the large blob problem. I initially tried 240 then 235. Tried printing a temperature tower this morning, 260 and 255 were ok then it must have blobbed as the tower shifted of base and all that then happened was a birds’ nest of filament pissed out of the hot end nozzle
A secondary problem is stringing, I have increased the retraction speed to try and sort it as recommended by a couple of articles from reasonably legit internet sites.
Not overly bothered by stringing tbh. I’m looking for strength in the finished object, not an immaculate finish.
I’ll give it a while at a low heat when this run finishes. I will have to wait to see what the filament looks like on the next print I am making a plate to adapt a Ronin gimbal mount to a SkyJib release plate - it is low and wide so seeing the filament coming out isn’t easy
In between prints and immediately after each print I cover my filament, but never leave it overnight. I lost too many life hours with filament that wouldn’t print….
I don’t have an airing cupboard any more, hot water is courtesy of a combi boiler. I do have a good amount of perspex sheet about 18 inches wide x 6 ft long which I was thinking of using to make an enclosure so I could try ABS without getting affected by the fumes, I could make a drying cabinet with that and a heating pad.
I realised that I already have a means of airtight storage - a tub that will take two reels at a time. It’s from B&M who sell a tub of 50 birdfeeder fat balls for £4.50. I break them up slightly and feec them to the crows on my daily walk
It’s extremely hygroscopic, some worse than others PLA isn’t too bad but TPU, PETG and NYLON is really hard to store and keep. I keep my filament in vacuum bags with silica packets.